|
|
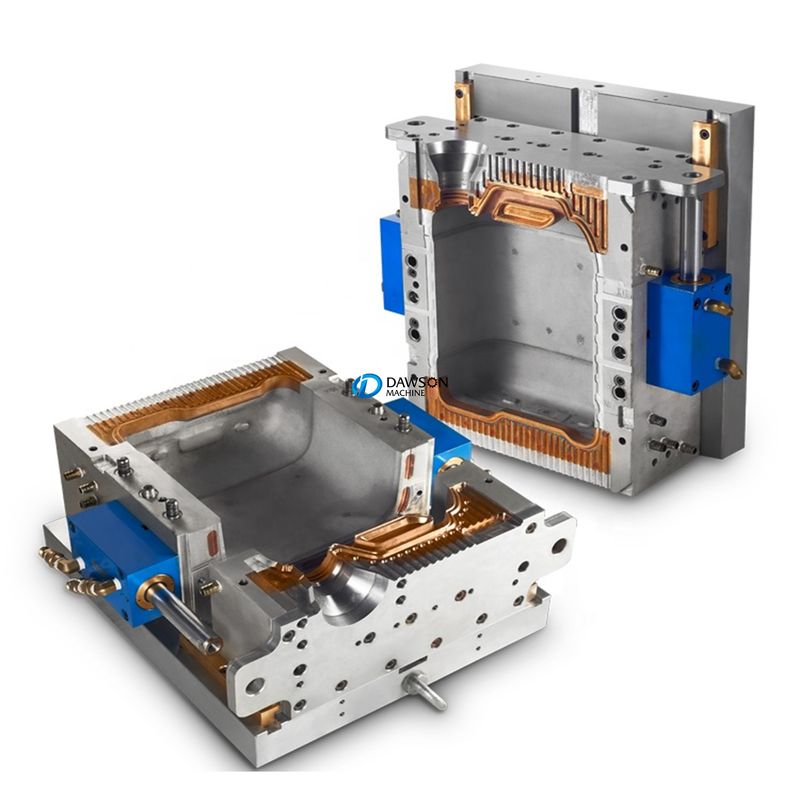
| Nama merek: | Dawson |
| Nomor Model: | DSBM-1 |
| MOQ: | 1 set |
| harga: | US $2,000/Set |
| Waktu Pengiriman: | 35-45 hari kerja |
| Ketentuan Pembayaran: | L/C,T/T |
Poin-poin utama pengendalian proses blow molding
1) Untuk extrusion blow moldingPerhatian harus diberikan untuk mengontrol cacat kerontokan dan keriput dari parison. Jika overhang terlalu panjang, ketebalan dinding akan berkurang dan sisa bahan yang dikeluarkan akan meningkat;Jika overhang tidak cukup dan parison terlalu pendek, itu tidak bisa dibengkak.
2) Fenomena keriput
Ketika parison turun ke panjang tertentu, itu terjadi karena peleburan atas parison tidak dapat menahan berat parison dan menghasilkan tegangan keliling; umumnya,kekuatan peleburan lebih tinggi, ekstensi diameter parison kecil, laju ekstrusi tinggi, dan celah mati besar.
3) Ketebalan dinding yang tidak merata
Masalah lain adalah bahwa ketika parison diturunkan, ketebalan dinding tidak merata. biasanya kacang heksagonal dipasang pada mati kepala mesin,yang dapat digunakan untuk menyesuaikan celah antara mandrel dan die.
4) Eksos
Untuk mendapatkan kualitas permukaan yang baik dari bagian-bagian, Anda harus memperhatikan knalpot.dan ukuran partikel penembusan pasir kurang dari 180#, dan cetakan blow dari plastik keras digunakan untuk lubang knalpot, jarum knalpot dan knalpot Selain itu, meningkatkan tekanan inflasi juga membantu untuk meningkatkan penampilan produk.
DAWSON MACHINERY & MOULD GROUP
*** EXTRUSION BLOW MOULDING MACHINE EXPERT*** (Pengetahuan tentang mesin cetakan)
Pelanggan kami ada di seluruh dunia.
Vietnam, Australia, Indonesia, Malaysia, Thailand, Sri Lanka, Kazakhstan, Rusia, UEA, Arab Saudi, Malta, Rumania, Italia, India, Suriah, Ethiopia, Mesir, Sudan, Tunisia, Aljazair, Kenya, Nigeria,Afrika Selatan, Zimbabwe, Meksiko, Guatemala, Ekuador, Kolombia, Venezuela, Peru....
Cetakan Mesin Blow Molding/ Cetakan Mesin Injection Molding
| Deflash otomatis | √ |
| Tanpa auto-deflashing |
![]()


 english
english
 français
français
 Deutsch
Deutsch
 Italiano
Italiano
 Русский
Русский
 Español
Español
 português
português
 Nederlandse
Nederlandse
 ελληνικά
ελληνικά
 日本語
日本語
 한국
한국
 العربية
العربية
 हिन्दी
हिन्दी
 Türkçe
Türkçe
 indonesia
indonesia
 tiếng Việt
tiếng Việt
 ไทย
ไทย
 বাংলা
বাংলা
 فارسی
فارسی
 polski
polski